Manufacturing plant
At the heart of our operations is our modern manufacturing plant in Pune, India—home to advanced engineering capability, state-of-the-art machinery, and stringent quality systems.

PJ Valves’ facilities combine world-class manufacturing with regional hubs and trusted local partners to support customers wherever projects are delivered.
At the heart of our operations is our modern manufacturing plant in Pune, India—home to advanced engineering capability, state-of-the-art machinery, and stringent quality systems.
Our highly skilled team designs, manufactures, and tests manual and actuated valves to the most demanding international standards, consistently meeting complex customer specifications.
Supported by hubs in the UK, USA, Singapore, and the UAE, and by selected third parties in key regions, we ensure that our expertise, quality, and service are always close to our customers.

Our Pune factory is purpose-built for customisation—designing and manufacturing valves that meet international standards while tailoring every product to the unique requirements of each project. This ability to engineer bespoke solutions at scale sets PJ Valves apart in a market where precision and flexibility are critical. Our highly skilled engineering team, supported by advanced machinery and rigorous testing facilities, ensures every valve delivers reliable, long-term performance. And with a culture of continuous improvement, we are always finding new ways to refine our processes and enhance the value we provide to customers.
Our Pune facility is equipped with modern systems to design, assemble, test, and certify valves to the highest international standards. From material verification to full product testing, every step is designed to ensure performance, reliability, and compliance. With continuous investment we’re enhancing efficiency and quality across our operations.
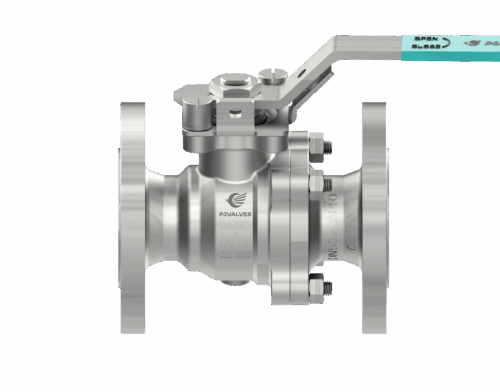
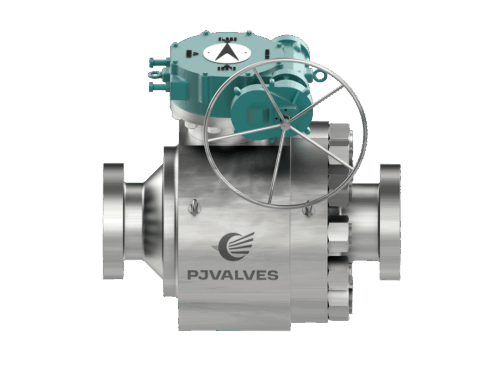
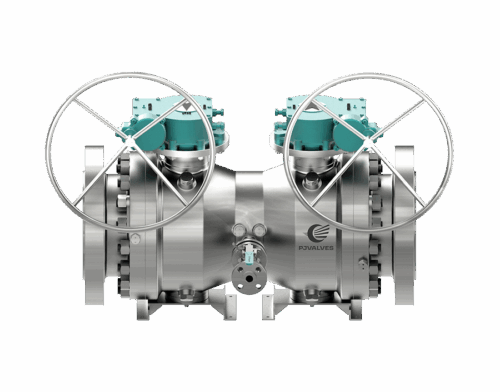
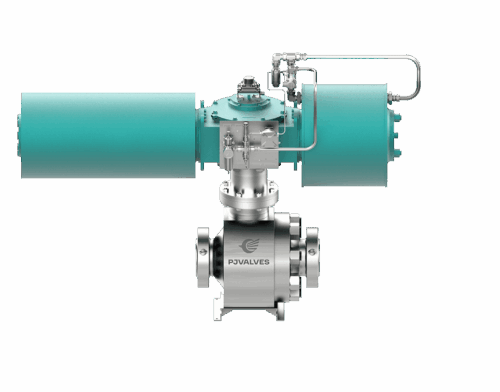
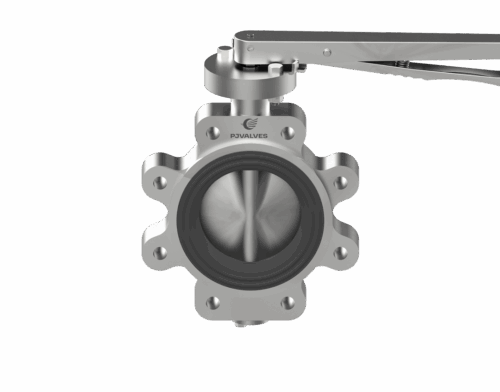
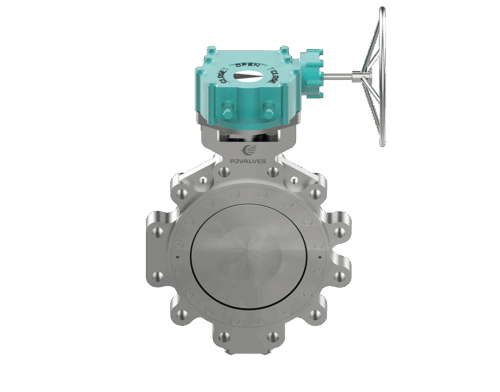
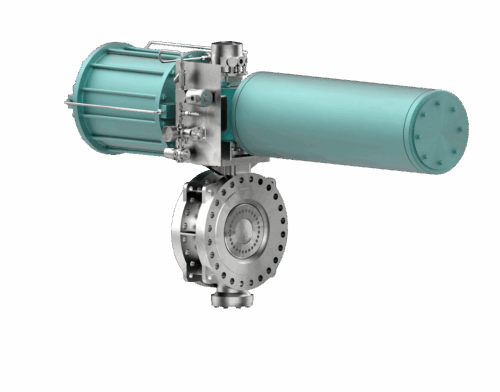
Our Pune facility manufactures ball, butterfly, and double block & bleed valves, along with actuated packages. Each product is built to international standards and delivered to project-specific requirements.

Quality is central to everything we do at PJ Valves, and our customers trust us to deliver products that perform exactly as specified. Our rigorous quality assurance systems and testing processes mean we have achieved zero customer rejects in recent years. Backed by ISO-certified procedures and a culture of accountability, we ensure every valve meets the highest standards of safety, reliability, and compliance.
We provide a range of services to support our customers throughout the life of their projects—from early design input to ongoing maintenance and spare parts.
Our engineers provide hands-on support for installation, commissioning, and maintenance. This involvement ensures valves perform reliably in real-world conditions and helps operators avoid unplanned shutdowns.
Specialist teams keep valves in peak condition, extending lifecycle performance and reducing downtime—critical when every minute of lost production matters.
Genuine parts delivered quickly and reliably maintain compliance and performance over the long term.
Our technical and commercial input during bidding and design phases helps customers optimise specifications, manage costs, and reduce delivery risk from day one. This proactive approach often prevents costly changes later and ensures compliance with global standards.
Customers choose PJ Valves because we combine proven engineering with practical support to deliver valves that meet demanding specifications and schedules. Our teams work closely with project engineers and procurement teams to simplify supply, reduce risk, and ensure quality every step of the way. The result is reliable valve packages that help customers deliver successful projects, on time and with confidence.
Our ExperienceIts been simply a pleasure working with PJ Valves